Our goal: 100% in-line quality inspection without a CMM
The rate of change is accelerating in the manufacturing industry and especially in the car industry. Product cycles are getting shorter and shorter. New materials and new kinds of components are introduced every year. The variety of models and customization options is exploding. All of these factors are increasing uncertainty in the manufacturing processes and making it increasingly important that new production lines and updates to existing ones get ramped up quickly and reliably.
The only solution for introducing new products rapidly without excess scrap and quality problems is to have 100% in-line measuring that provides complete visibility to the quality being produced. So far this visibility has been achieved with CMM-assisted in-line measuring systems that are ultimately slowed down by the requirement of running the parts through a CMM before any process adjustment can be authorized.
Unlocking the true potential of in-line measurement
So far, in-line measurement systems have been tethered to CMM machines. To get any production line adjustments authorized, a round of CMM verification has been required on top of the in-line data. This has largely left undelivered the full benefits of in-line measurement, such as faster ramp-ups. Even for stable production, the constant correlation checking between two completely different types of machines using different measurement methods is a non-value adding procedure.
Mapvision has taken steps to make the Quality Gate measure absolute coordinates to cut the dependency to any CMM-based data. This development has two main sides to it:
1. Generating the reference points of features independently.
2. Proving the absolute nature of the measured coordinates.
For the first point, the answer is using realistic 3D CAD generated images as reference. For the second point, we are looking for the VDI 2634-1 procedure to give us the proof.
Realistic 3D CAD images as the reference
A 3D CAD model is the ideal reference part since it is by definition the nominal presentation of the part, and the virtual world is actually the only place where true nominal parts can exist.
There are a number of challenges related to measuring features in real photographs using synthetic ones as reference. The biggest one is making the 3D CAD world look realistic enough, so that a measuring-grade comparison can take place.
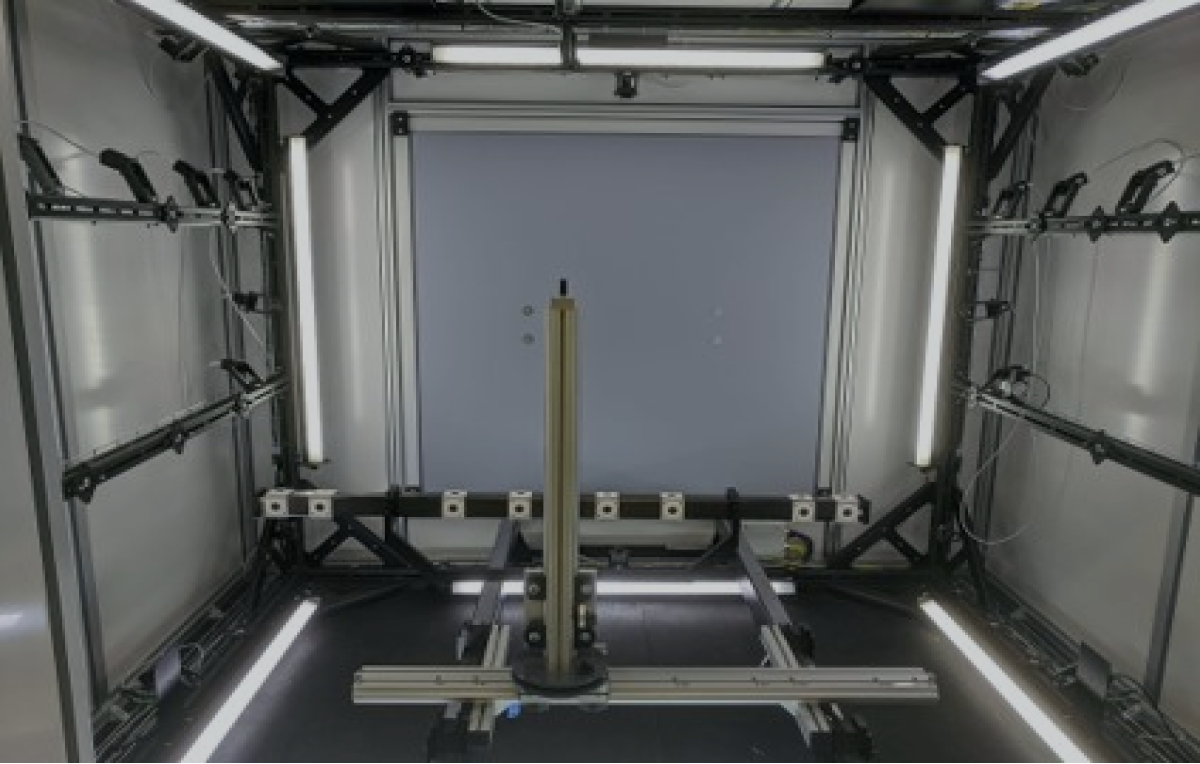
For the realism of the CAD generated images, mastering simulated illumination is the key. Luckily the illumination inside a sealed Mapvision Quality Gate system can be controlled completely and simulated accurately.
In many cases, good enough simulated illumination can be created with simple rasterization methods. For a truly universal solution with realistic shadows, secondary reflections and such, a ray tracing method is being developed.
The image below shows how closely even a rudimentary ray trace of a simulated 3D environment recreates the original setting. Ultimately, it is enough that the areas of interest or features (e.g. holes, slots etc.) and their edges are rendered in a realistic enough manner.
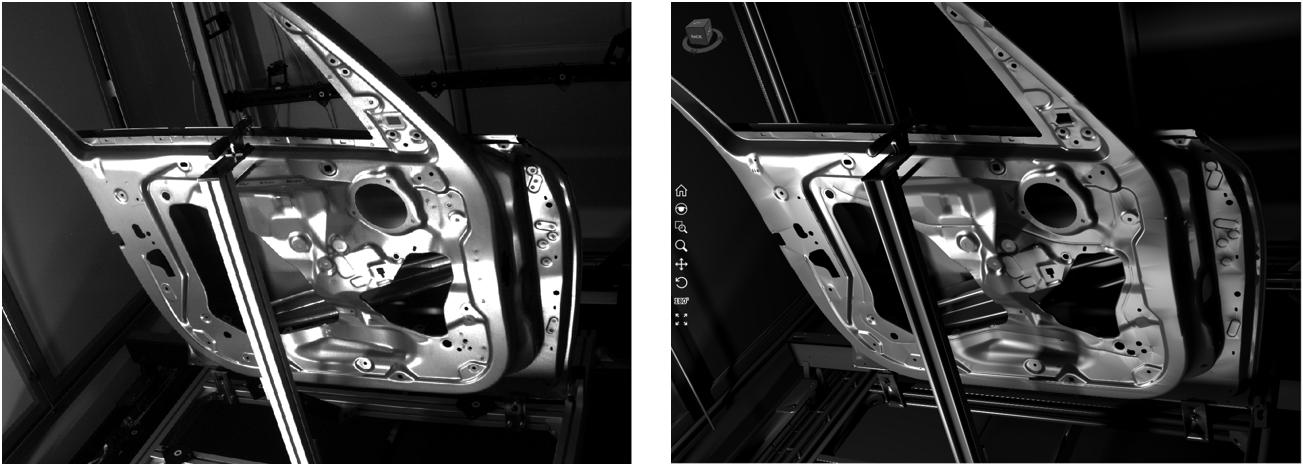
Figure 1: Approaching photorealistic rendered geometries. Left: a real photograph Right: a ray traced image.
Verifying the Results of an Absolute System
Migrating from CMM correlation requires a new approach to verify the inspection results.To discover more, check out our other articles on the topic:
- Absolute Measurement: Verifying Inspection Results without CMM Correlation
- Absolute Measurement: Capability Results with Real Automotive Parts