In an earlier article, we discussed how utilizing digital twins within the context of in-line quality inspection enables a brand-new capability, which we call "Virtual Sorting". We further detailed the significant operational and strategic advantages Virtual Sorting provides for modern manufacturers. In this article, we will illustrate the capabilities of Virtual Sorting in a real-world situation through the use of a case example.
Virtual Sorting in Short
To briefly recap, Virtual Sorting refers to the digital quality control of parts that are already shipped in a completely virtual environment for the purpose of sorting activities. It allows for both internal and external sorting activities to be conducted on each part’s visual digital twin for either new or existing inspection points—without the need for the physical presence of the parts.
Virtual Sorting eliminates all physical and manual tasks related to sorting activities and enabls manufacturers to conduct sorting fully digitally, remotely, and almost instantaneously. It removes the need for batch recalls, eliminates the need for delivering rush replacement parts by airfreight, eliminates 3rd party and in-house sorting costs, and helps reduce production downtime costs as well as warranty claims from OEMs.
The Case: Overseas Customer Requires Sorting Based on a New Feature
We will use a data set of ten rear axles for the case example. In this scenario, all ten rear axles have passed the in-line inspection and been delivered to the OEM customer located in a different country across the world. Figure 1 shows the in-line inspection results of the delivered parts.
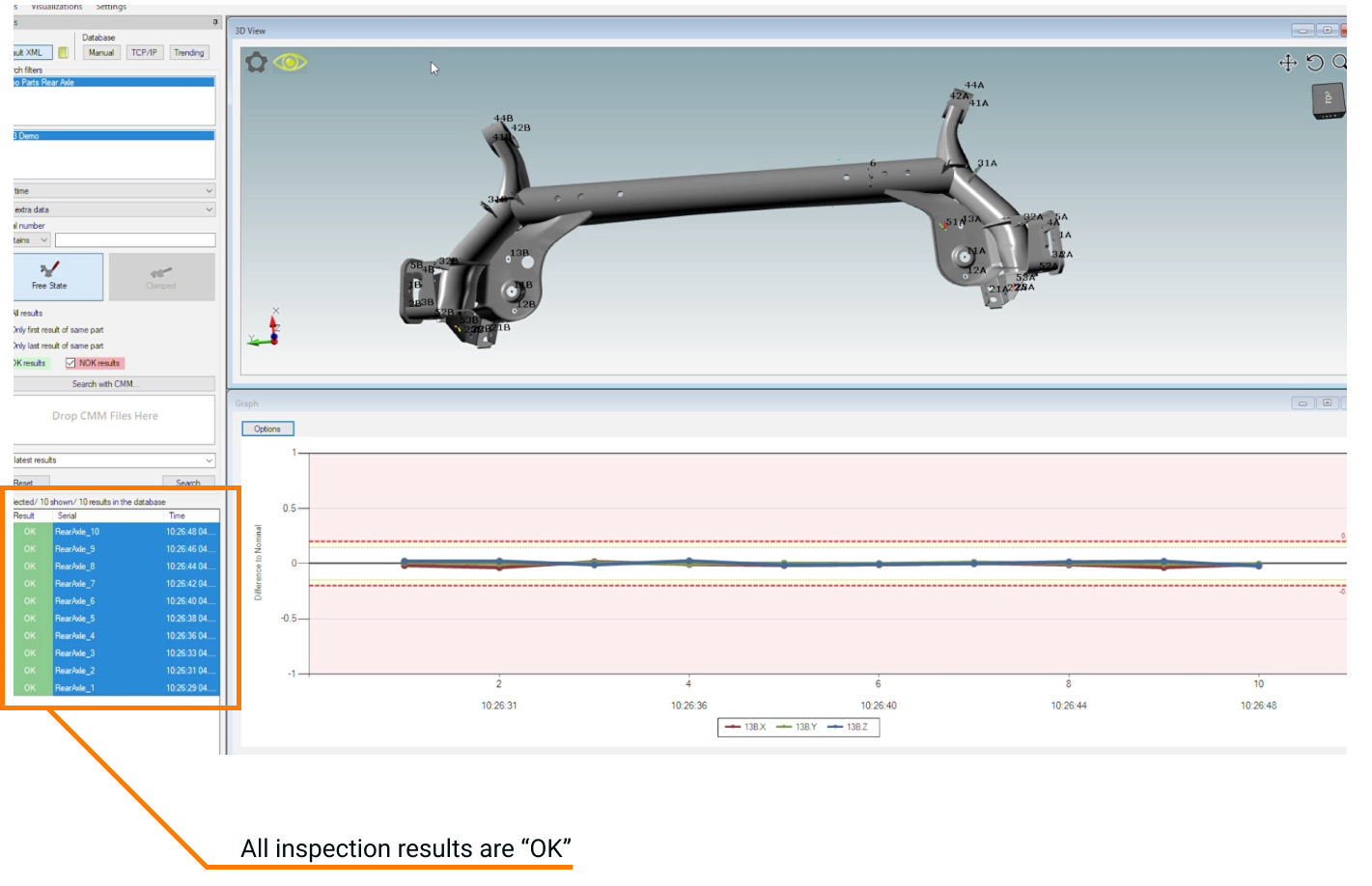
Figure 1: In-line inspection results of the delivered parts.
However, the OEM customer encounters a problem during their assembly due to the distance between two holes. Even though the distance in question was not part of the initial inspection requirements—and thus was not included in the inspection program—the OEM now requires the parts to be sorted based on this distance. Figure 2 shows the distance in question to be inspected for the sorting request.
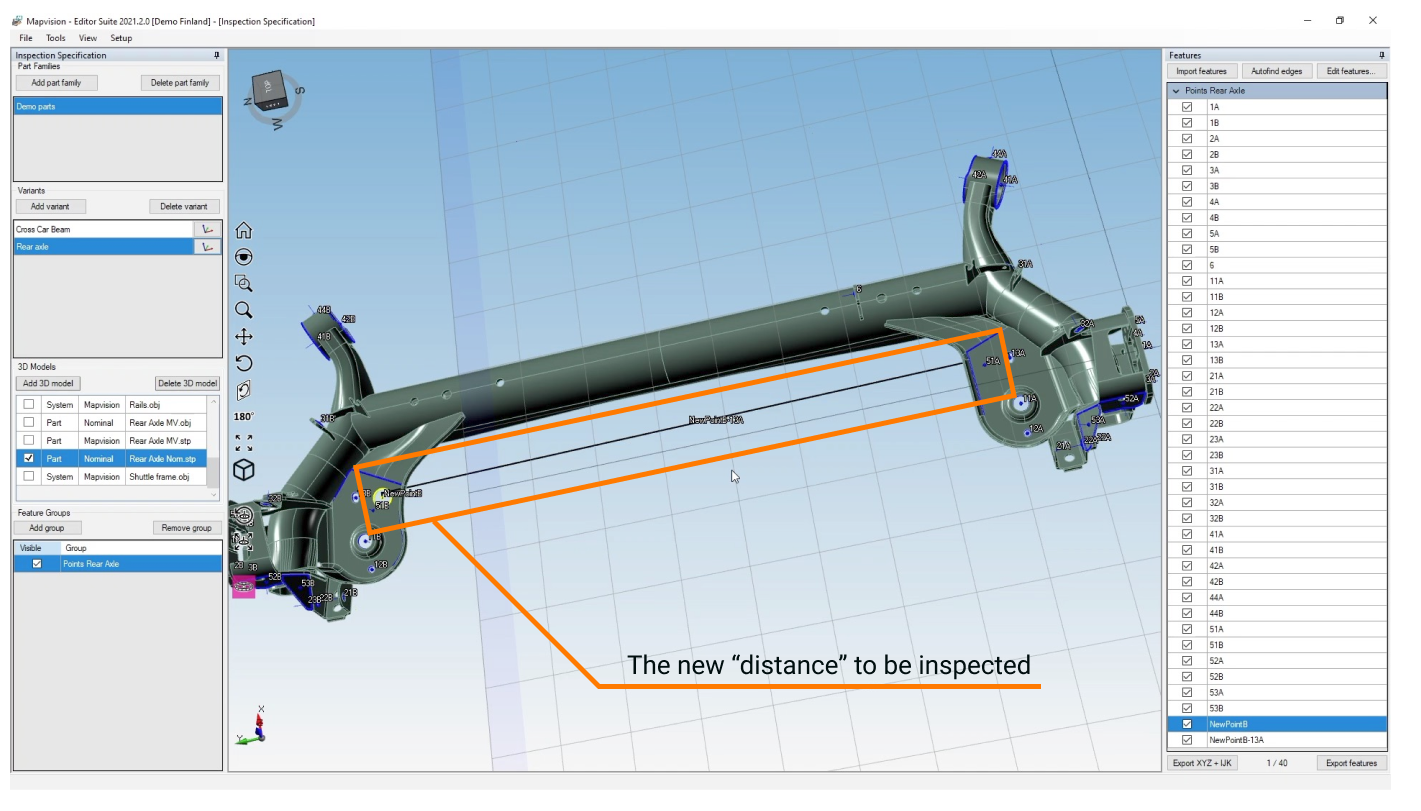
Figure 2: Distance to be inspected for the sorting request.
Instead of relying on 3rd party sorting services or recalls, we will use Virtual Sorting to conduct the inspections for the distance in question on the product digital twins created during the original in-line inspection. We will then simply deliver the serial numbers of non-conformant parts to our OEM customer so that they can continue their production with the OK parts.
To do so, we will:
- Define the distance on the CAD model of the part in Editor Suite
- Mark the inspection point for the machine vision algorithms in the same software
- Run the inspection process in the software
- View the inspection results
1. Define the inspection feature
Once we have the inspection specifications for the sorting request, it is very simple to get started with the sorting process. The operator can simply mark the points of interest for the feature to be inspected—in this case the distance between the two holes—and enter the specifications for the given feature (video 1).
Video 1: Defining the inspection features
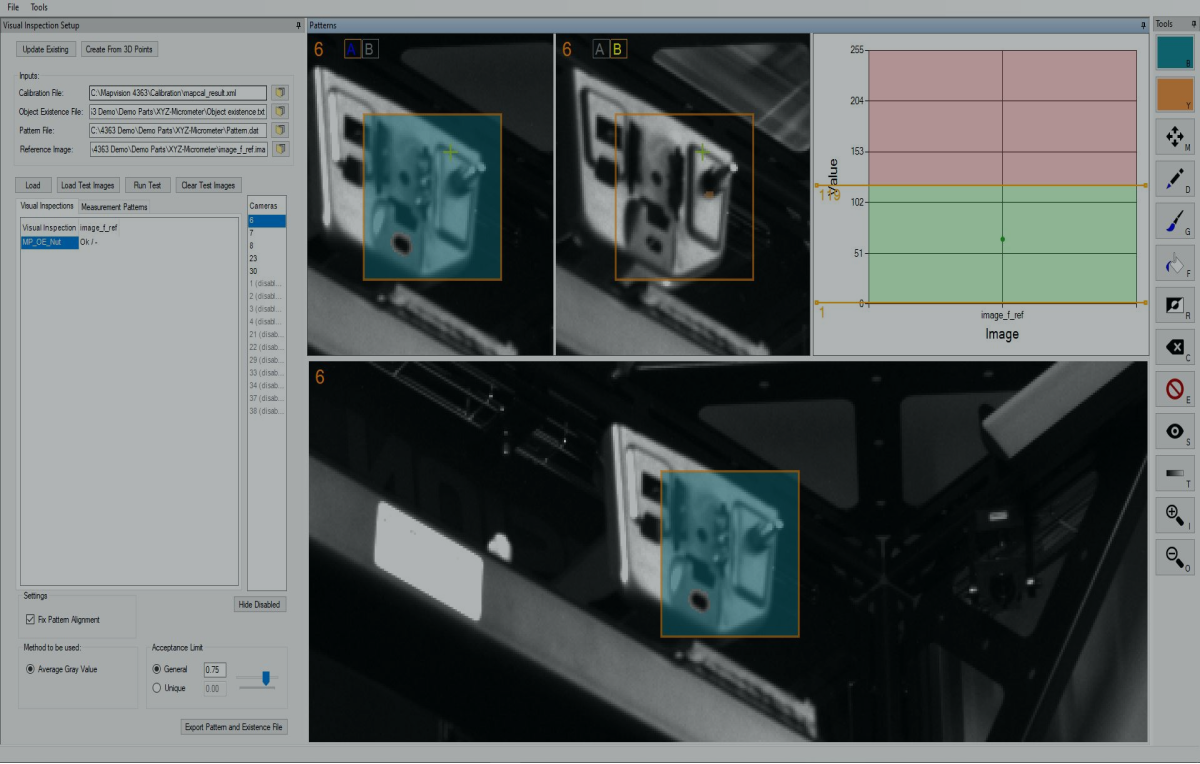
2. Mark the inspection points for the algorithms
After defining the new feature, the next step is to tell the machine vision algorithms about the new feature, so that they can identify it on the product digital twins for each part. In the software environment we do this by marking the points of interest on the digital images from the reference part (video 2).
Video 2: Since the new feature is defined as the distance between two holes, the operator needs to mark the designated holes for the machine vision algorithms. This is done by “painting” the region on the images from each camera that sees these points. The software tool provides an intuitive way to mark these points.
3. Run the inspections
Once the inspection specifications are defined on the CAD and the machine vision algorithms are provided with the input on what to look for, we are ready to run the inspections. The operator can simply hit the “run measurements” [check the name of the button] and let the software execute the inspections in the background for the desired set of parts (video 3).
Video 3: The software runs the inspections automatically in the background
4. View the results
Once the measurements are completed, we are taken to a screen where the results are shown. As can be seen in video 4, we have identified 3 NOK parts based on the specifications for the distance. The operator can simply export a list of the serial numbers of the NOK parts and pass it on to the OEM customer so these parts can be removed from the batch and production can continue with the OK parts.
In addition to exporting the serial numbers of NOK parts, other analysis can be done on the inspection results such as viewing the error vectors or conducting trend analysis.
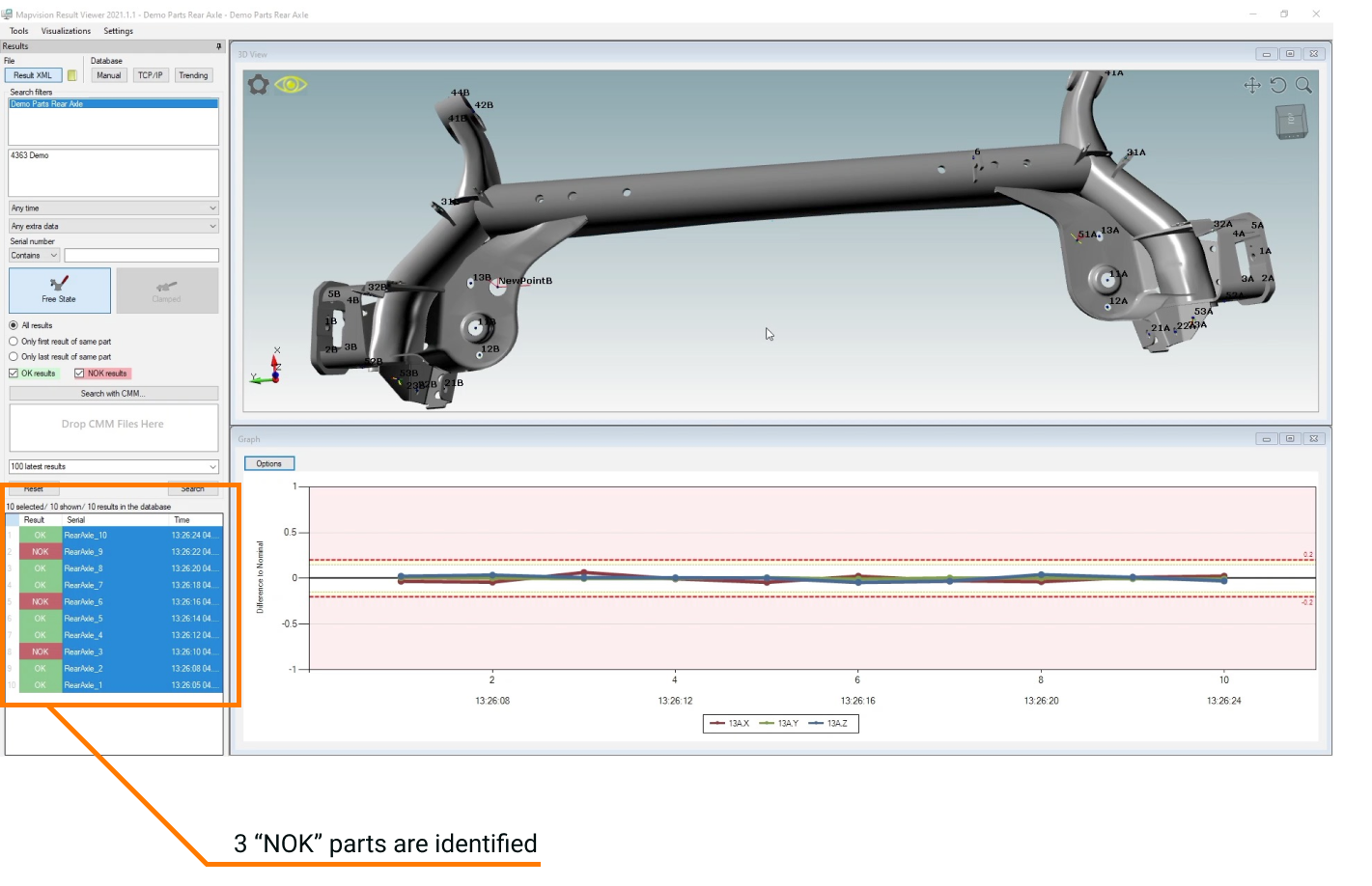
Figure 3: The inspection results are displayed in the Result Suite software
Visual Sorting - Eliminates the physical constraints of your Quality Management
Manual sorting activities have so far posed one of the major constraints in quality management. Since manufacturers have not been able to sort out defective parts in contaminated batches right away, they have been relying on expensive recalls and rush replacement parts. From the OEMs’ perspective, sorting issues have been a source of unproductivity even if the incurred costs are reflected on to suppliers.
Given these challenges, Virtual Sorting is a game changer in quality management. It cuts through the physical constraints and enables manufacturers to immediately prepare, execute, and conclude sorting activities. By removing the need for accessing the physical parts, Virtual Sorting represents how digitalization can drastically improve our ways of working and introduce new degrees of efficiency in manufacturing operations.
To learn more about how Virtual Sorting can help you with your quality management operations, don’t hesitate to approach us to have a deeper discussion.